
联系人:陈先生
手 机:13706574829
电 话:0576-84190596
传 真:0576-84188265
邮 箱:905986920@qq.com
网 址:www.hycgzd.com
地 址:台州市黄岩区繁三工业区
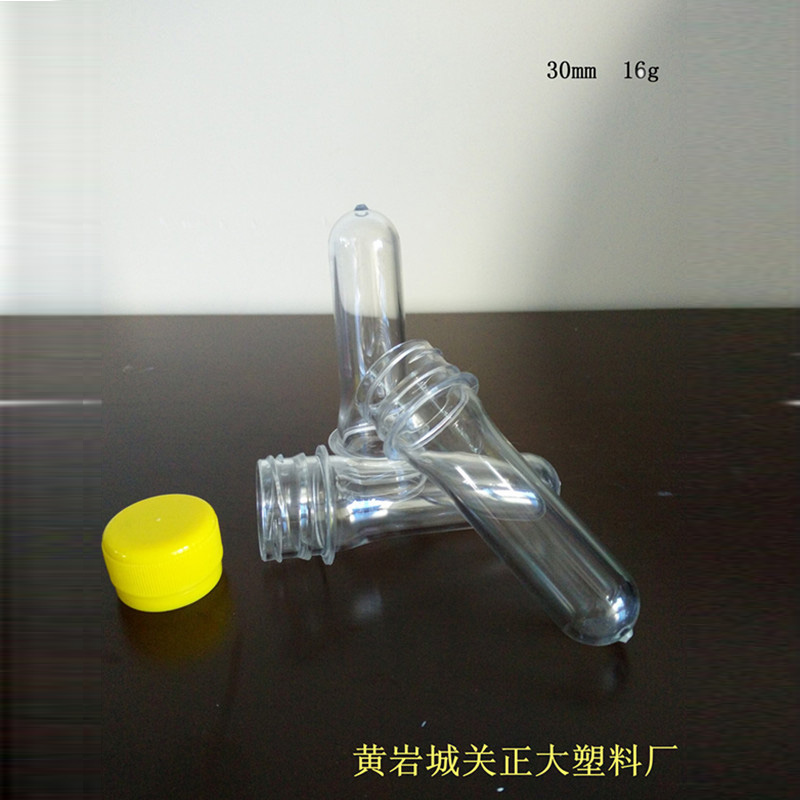
Pet瓶胚 PET化学名为聚对苯二甲酸乙醇酯,又称聚酯。目前在客户中使用最多的是GF-PET,主要是打瓶胚。PET在熔融状态下的流变性较好,压力对粘度的影响比温度要大,因此,主要从压力着手来改变熔体的流动性。
1、塑料的处理
由于PET大分子中含有脂基,具有一定的亲水性,粒料在高温下对水比较敏感,当水份含量超过极限时,在加工中PET分子量下降,制品带色、变脆。困此,在加工前必须对物料进行干燥,其干燥温度为150℃,4小时以上,一般为170℃,3-4小时。可用空射法检验材料是否完全干燥。
回收料比例一般不要超过25%,且要把回收料彻底干燥。
2、注塑机选用
PET由于在熔点后稳定的时间短,而熔点又较高,因此需选用温控段较多、塑化时自摩擦生热少的注射系统,并且制品(含水口料)实际重量不能小于机器注射量的2/3。基于这些要求,华美达近年开发了中小系列的PET专用塑化系统。锁模力按大于6300t/m2选用。
3、模具及浇口设计
PET瓶胚一般用热流道模具成型,模具与注塑机模板之间要有隔热板,其厚度为12mm左右,而隔热板一定能承受高压。排气必须充足,以免出现局部过热或碎裂,但其排气口深度一般不要超过0.03mm,否则容易产生飞边。
4、熔胶温度
可用空射法量度。270-295℃不等,增强级GF-PET可设为290-315℃等。
5、注射速度
一般注射速度要快,可防止注射时过早凝固。但过快,剪切率高使物料易碎。射料通常在4秒内完成。
6、背压
越低越好,以免磨损。一般不超过100bar。通常无须使用。
7、滞留时间
切勿使用过长的滞留时间,以防止分子量下降。尽量避免300℃以上的温度。若停机少于15分钟。只须作空射处理;若超过15分钟,则要用粘度PE清洁,并把机筒温度降至PE温度,直至再开机为止。
8、注意事项
⑴回收料不能太大,否则易产生在下料处"架桥"而影响塑化。
⑵如果模温控制不好或料温控制不当,易产生"白雾"而不透明。模温低且均匀,冷却速度快,结晶少则制品透明。








 公司名称:台州市黄岩佩佳塑业有限公司
公司名称:台州市黄岩佩佳塑业有限公司 公司地址:台州市黄岩区繁三工业区
公司地址:台州市黄岩区繁三工业区 联系手机:13706574829
联系手机:13706574829 联系电话: 0576-84190596
联系电话: 0576-84190596 公司邮箱:905986920@qq.com
公司邮箱:905986920@qq.com 
